- Printer Model
- voron2.4R
- Extruder Type
- Other
- Cooling Type
- Other
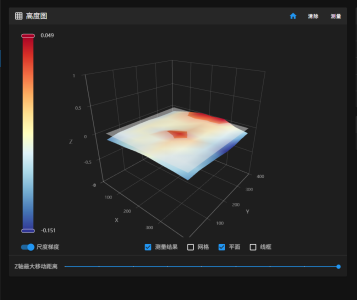
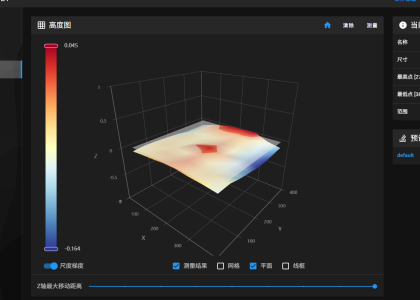
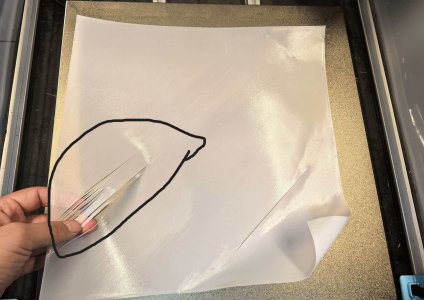
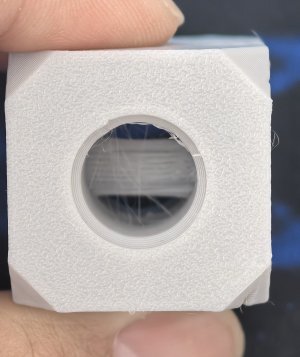
This printer has been running for over a year and hasn't been able to print for many hours. Recently, the first layer of printing has suddenly stopped. The z-offset and mesh bed have been recalibrated, and every time they print, the top left corner splits, while the bottom right corner is always good. I don't know why, but the z-offset and mesh bed have been calibrated several times。400X400X400
OrcaSlicer software G-code
M190 S[bed_temperature_initial_layer_single]
M109 S[nozzle_temperature_initial_layer]
PRINT_START EXTRUDER=[nozzle_temperature_initial_layer] BED=[bed_temperature_initial_layer_single]
; You can use following code instead if your PRINT_START macro support Chamber and print area bedmesh
; PRINT_START EXTRUDER=[nozzle_temperature_initial_layer] BED=[bed_temperature_initial_layer_single] Chamber=[chamber_temperature] PRINT_MIN={first_layer_print_min[0]},{first_layer_print_min[1]} PRINT_MAX={first_layer_print_max[0]},{first_layer_print_max[1]}

OrcaSlicer software G-code
M190 S[bed_temperature_initial_layer_single]
M109 S[nozzle_temperature_initial_layer]
PRINT_START EXTRUDER=[nozzle_temperature_initial_layer] BED=[bed_temperature_initial_layer_single]
; You can use following code instead if your PRINT_START macro support Chamber and print area bedmesh
; PRINT_START EXTRUDER=[nozzle_temperature_initial_layer] BED=[bed_temperature_initial_layer_single] Chamber=[chamber_temperature] PRINT_MIN={first_layer_print_min[0]},{first_layer_print_min[1]} PRINT_MAX={first_layer_print_max[0]},{first_layer_print_max[1]}



")