1. Hotend Fan- This is the lower fan on MiniAB, Afterburner, Stealthburner. Is it a good fan and running at full speed? Is airflow directed inwards towards the hotend?
2. Retractions- Cura default Voron profile is 6.5mm @ 80mm/s and other slicers may also have high values in their stock profiles. Start with 0.75mm @30mm/s.
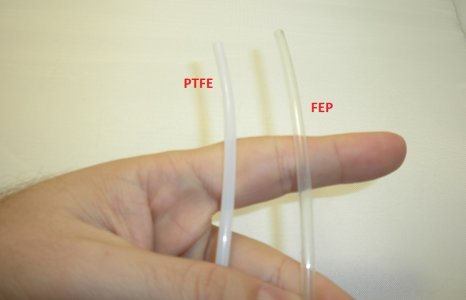
3. Toolhead PTFE- There should be a small length of PTFE or Capricorn tubing (not FEP) between the extruder and hotend. This should be 1.9-2.0mm ID. It needs to be snug so cut it long, test fit and trim as required during installation.
4. Reverse Bowden- This is the tubing between the top of the toolhead and runs to the spool. This must be PTFE (not FEP) and should be 3mm ID.
5. Nozzle- Nozzle should be hot tightened to the specs provided by manufacturer of the hotend. Make sure you have the right style of nozzle so it is bottoming out against the heatbreak and not the heater block. Make sure nozzle is not clogged. Replace to test.
6. PLA- If printing PLA avoid the Dragon High Flow Hotend. Make sure door is open and remove panels if necessary.
7. Print Speed- Ensure you are not exceeding the max volumetric flow rate for your hotend/material/temp combo. Ellis' tuning guide has an excellent max volumetric flow test.
8. Extruder Stepper Current- High motor current will create excessive heat which can warp the printed extruder parts. Post the motor part number and ask if unsure.
9. Tension- Ensure you have filament tension spring sufficiently compressed. With CW2 ensure flathead gear mesh screw is not screwed out too far.
10. Extruder- Check bearings for smooth motion and inspect for broken wires/bad crimps. This can result in the extruder stopping for brief periods and skipping whole sections of layers.
11. Temperature- ABS nozzle temps are typically 240-255. Ensure correct thermistor in config.
2. Retractions- Cura default Voron profile is 6.5mm @ 80mm/s and other slicers may also have high values in their stock profiles. Start with 0.75mm @30mm/s.
3. Toolhead PTFE- There should be a small length of PTFE or Capricorn tubing (not FEP) between the extruder and hotend. This should be 1.9-2.0mm ID. It needs to be snug so cut it long, test fit and trim as required during installation.
4. Reverse Bowden- This is the tubing between the top of the toolhead and runs to the spool. This must be PTFE (not FEP) and should be 3mm ID.
5. Nozzle- Nozzle should be hot tightened to the specs provided by manufacturer of the hotend. Make sure you have the right style of nozzle so it is bottoming out against the heatbreak and not the heater block. Make sure nozzle is not clogged. Replace to test.
6. PLA- If printing PLA avoid the Dragon High Flow Hotend. Make sure door is open and remove panels if necessary.
7. Print Speed- Ensure you are not exceeding the max volumetric flow rate for your hotend/material/temp combo. Ellis' tuning guide has an excellent max volumetric flow test.
8. Extruder Stepper Current- High motor current will create excessive heat which can warp the printed extruder parts. Post the motor part number and ask if unsure.
9. Tension- Ensure you have filament tension spring sufficiently compressed. With CW2 ensure flathead gear mesh screw is not screwed out too far.
10. Extruder- Check bearings for smooth motion and inspect for broken wires/bad crimps. This can result in the extruder stopping for brief periods and skipping whole sections of layers.
11. Temperature- ABS nozzle temps are typically 240-255. Ensure correct thermistor in config.