Nordlicht77
Active member
- Printer Model
- Voron R2 350mm
- Extruder Type
- Orbiter
- Cooling Type
- Stealthburner
Hello
I am a new owner of a Voron R2 350mm
I have the following components
Voron 2.4 Metal Parts
CHAOTICLAB CNC Voron Tap
Stealthburner
BIGTREETECH EBB SB2209
Octopus Pro H723
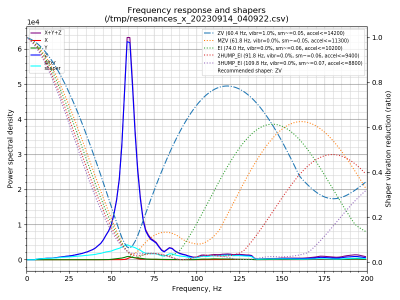
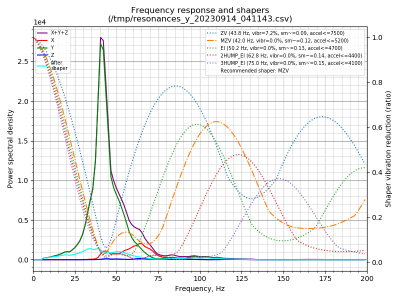
I'm having a little trouble understanding the Input Shaper Result correctly
Have watched this video
Can you give me a hint what else could be or is it alright


Greet
Nordlicht
I am a new owner of a Voron R2 350mm
I have the following components
Voron 2.4 Metal Parts
CHAOTICLAB CNC Voron Tap
Stealthburner
BIGTREETECH EBB SB2209
Octopus Pro H723
I'm having a little trouble understanding the Input Shaper Result correctly
Have watched this video
Can you give me a hint what else could be or is it alright
Greet
Nordlicht