It's a shame that I have a printer that I haven't been able to print properly with until now
I have now checked the belts again with this tool
Voron Stuff. Contribute to Diyshift/3D-Printer development by creating an account on GitHub.

github.com
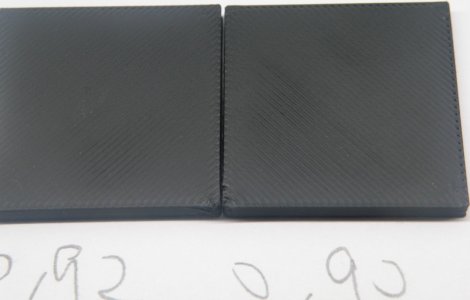
Then I put a second aluminum plate on top of the other aluminum plate on the bed
To see how you can see that the cubes are almost always at the same height.
Unfortunately it is also at altitude so you can assume that the Z motors and belts and pulleys are not the culprits
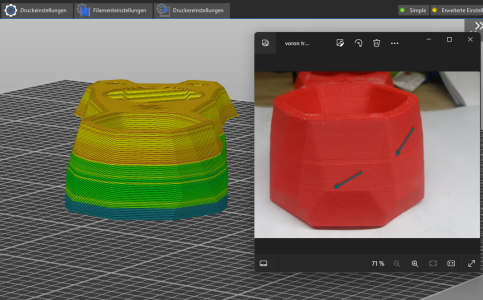
I'm currently printing with the Prusa profile reset, the extrusion multiplier from 100-80
The input shaper can't be the culprit
1.I have now checked all pulleys
2.I changed all the belts
3. I replaced all ruler rails except x
4. I swapped the A/B and Z motors
5 I checked all the screws
6.Changed the extruder
7.I tried Prusa, Superslicer, Cura, Orbit
8.Gantry Squaring
9.Extruder Calibration
10.First Layer Squish
11.Linear Advance Pattern Method
12. I'm currently making the Extrusion Multiplier 100-80
13.Retraction
14.Determining Maximum Volumetric Flow Rate
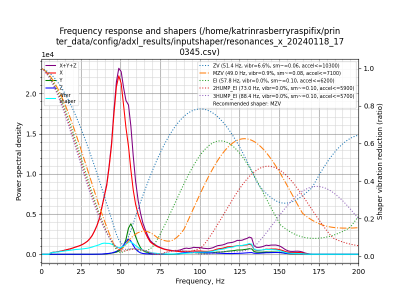
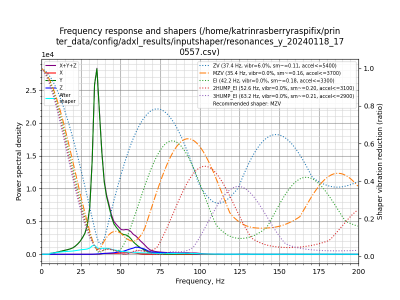
15.Input Shapers
16.VIBRATIONS_CALIBRATION
Then I don't know what to do next